-

广东乾朗钢铁有限公司
主营:佛山花纹板,佛山镀锌槽钢,佛山镀锌角钢,佛山镀锌方管,广州工业扁铁,广州锰板订做

广东乾朗钢铁有限公司
主营:佛山花纹板,佛山镀锌槽钢,佛山镀锌角钢,佛山镀锌方管,广州工业扁铁,广州锰板订做 5
5

简述槽钢外观质量有哪些要求?
槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。产槽钢的原料钢坯为含碳量不**过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25#a 25#b 25#c等。
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h ,b ,d ,t 等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。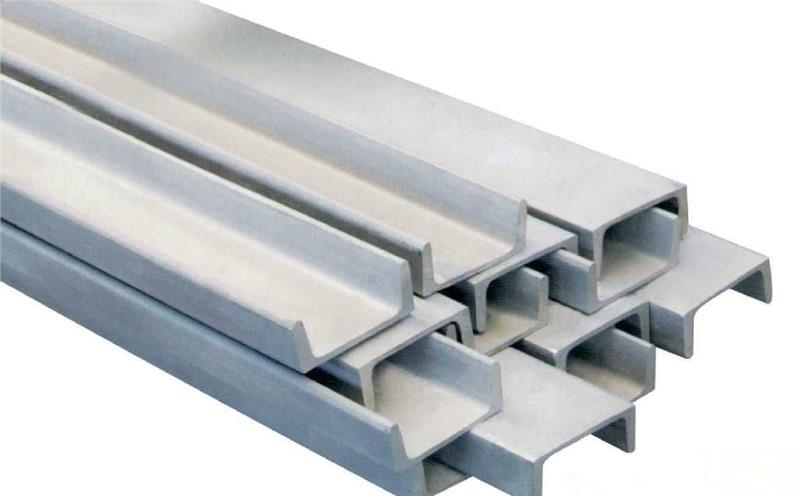
槽钢钢材的退火操作方式简述
一般在槽钢钢材的退火方式是根据产品的成分不同,从而所采用的退火处理工艺也有所不一,所采用的方式通常有:球化退火、完全退火、去应力退火、等温退火这四种方式,具体操作方式如下所述:
①球化退火,使钢中碳化物球状化而进行的退火工艺,目的在于降低硬度、改善切削加工性能,并为后续的淬火做组织准备,一般加热温度Ac1+(20-40)℃;
②完全退火,将钢完全奥氏体化,随之缓慢冷却,获得接衡组织的退火工艺,加热温度Ac3+(30-50)℃。主要用于亚共析钢的铸件、锻件、热轧型材和焊接件;
③去应力退火,将工件加热到Ac1以下(100-200)度保温后随炉冷却到160℃以下出炉空冷。主要用于消除内应力,稳定尺寸,防止变形与开裂。加热温度通常为500℃-650℃;
④等温退火,将温度热到**Ac1或者Ac3温度,确定保持到适当时间后,较快地冷却到珠光体转变温度区间的某一温度保持使奥氏体转变为珠光体型组织,然后在空气中冷却的退火工艺;
什么是槽钢及其分类有哪些
其实槽钢是一种断面很复杂的型钢钢材,同时是根据其外形截面为凹槽型的长条的钢材。是属于建造和机械使用的碳素结构钢。又因其截面形状是凹槽型的,所以其主要是用在幕墙工程、车辆制造、机械设备和建筑结构等方面,在使用的时候要求槽钢拥有良好的铆接、焊接和综合机械的性能。建议生产槽钢的材料中钢胚的含碳量不能**过0.25%的低合金钢或者碳结构钢胚。成品的槽钢需要经过经热加工成型正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示例如101*45*5.3,表示腰高为101毫米,腿宽为45毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别.例如10#a、10#b或者10#c等等。
槽钢通常可以分为普通型和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。其主要是用于工业结构、建筑结构、固定盘柜和车辆制造等,通常和工字钢配合使用。槽钢如果从形状上来分的话,还可以分成4种:冷弯不等边槽钢、冷弯等边槽钢、冷弯外卷边槽钢和冷弯不等边槽钢。
钢铁简述槽钢搭建方法
1、槽钢楼板搭建的过程中非常重要的就是槽钢两端的固定。固定方法主要有三种:一种是在墙上用角钢做一个,并用膨胀螺丝锁在墙上,然后用槽钢固定在上面,也可以采用植筋的做法进行固定。此方法只限于两端的墙面是承重墙或者刚好有横梁经过,用膨胀螺丝固定于墙上,膨胀螺丝的间隔不**过200mm。另外一种是先在墙上打一个孔,然后把槽钢伸进墙内,并由墙体直接承担槽钢的重量。
此方法只限于承重墙或者较厚的剪力墙。*二种方法是直接拿另一条槽钢竖起来支撑横的槽钢,竖的槽钢必须要固定在墙上。这种方法对墙面的承重能力要求非常高,宜多点分布式支撑,切忌把力量承受在少量的槽钢上面,*三种做法要求采用槽钢,而不是像种做法那样用角钢的方法就行了。一般固定在长的两边上面,如果长的两边平行铺设没有固定条件时,也可以与短的两边进行铺设。
2、解决了槽钢的固**以后,要解决的就是主龙骨的编排。对于一般的房子而言,建议采用12#,14#,16#,18#或20#规格的槽钢作用主龙骨。主龙骨应该与短的一边平行进行铺设,间隔500mm左右。槽钢必须架放在墙上的之上,且与墙面的空隙不**过10mm。槽钢满焊于横档之上。如果与短的一边平行铺设没有固定条件时,也可以与长的一边平行进行铺设。
3、然后再在主龙骨之间焊设其余的副龙骨。副龙骨可采用角钢,规格采用50x50x4mm或以上的。副龙骨全部焊在主龙骨之上,平面要一致,并且与主龙骨横向垂直,编排间隔建议值是300mm,以紧密为宜。为安全起见,在主龙骨和副龙骨下面焊接一些角钢的边角料。
4、焊接栏杆或者楼梯。安全起见,栏杆和楼梯只能焊接在主龙骨之上,且必须是满焊。
5、再用砂纸将严重生锈的位置进行打磨,然后用防锈漆把所有的槽钢和角钢满涂一遍或以上。待其干透后,再涂一层磁漆,磁漆的颜色可以自由选择。